Stud Bolts for Flanges: Sizes Chart
Stud Bolt for Flanges
What Is a Stud Bolt?
A stud bolt is a long rod threaded on both ends; the thread may extend along the complete length of the rod. Stud bolts carry tensile loads and serve as a key component in flanged connections throughout piping systems, where they join the flanges and maintain the seal.

Two hexagonal nuts thread onto opposite ends of the stud, applying compressive force to the flange faces. This compression holds the gasket in place and prevents leakage. Stud bolts are standard hardware in oil and gas, petrochemical, and construction applications wherever a secure bolted joint is required.
The threads on a stud bolt are compatible with standard nuts and follow established thread standards such as UNC (Unified Coarse), UNF (Unified Fine), or metric.
Stud bolts come in multiple diameter-and-length combinations, in both metric and imperial sizes. They are manufactured from carbon steel, stainless steel, alloy steel, and specialty alloys to match the service environment and mechanical loading. Common grades include ASTM A193 B7, L7, B8, B8M, B16, Alloy 20, Monel, Hastelloy, Inconel, 17-4PH, and titanium. All of these grades are discussed further in this article.
Selecting the right stud bolt for a given application depends on the required bolt strength, the flange and piping materials, environmental exposure, and the operating pressures and temperatures.
Stud Bolt: A Threaded Rod + 2 Hex Nuts
Key Takeaway: A stud bolt consists of one threaded steel rod (the stud) and two matching hexagonal heavy steel nuts which are tightened on the stud to execute the sealing of the main & companion flanges (the hex nuts). Stud bolts and nuts are standard components of flanged joints for piping systems and shall be purchased together.

Nuts for stud bolts thread onto the ends of the rod to clamp two flanges together. Working in tandem with the stud, they compress the gasket between the flange faces to create a pressure-tight seal.
The ASME B16.5 specification covers stud bolts and nuts for ASME flanges. The flange bolt chart and bolt size chart provides the number, diameter, and length of required stud bolts by flange diameter, pressure class, and face finish (RF, FF, RTJ). This bolt dimensions chart is required for proper flange bolting.
The Threaded Rod

A stud is a threaded rod that is inserted into the holes of the mating flanges and then tightened, at both ends, by applying a specific torque to the steel nuts.
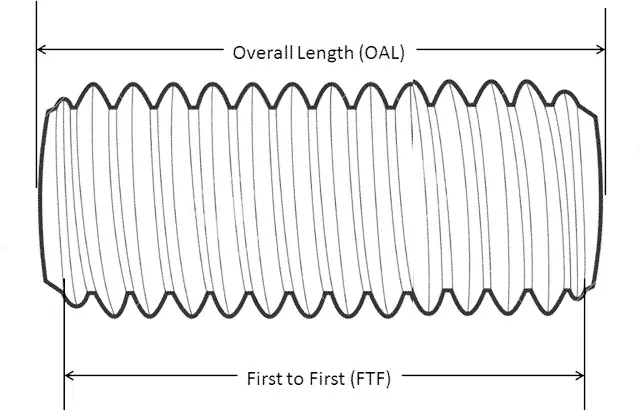
Stud bolt length (OAL/FTF)
In the context of stud bolts, “OAL” stands for “Overall Length,” which is the total length of the stud bolt from end to end. On the other hand, “FTF” stands for “First-to-First,” referring to the length measured from the first full thread on one end to the first full thread on the opposite end, excluding the points.
| Measurement | Description | Use |
|---|---|---|
| OAL (Overall Length) | Total length from end to end, including unthreaded portions and threads | Specifying manufacturing length; ensuring bolt fits entire assembly (flanges, gaskets, washers, nuts) |
| FTF (First-to-First) | Length from first full thread on one end to first full thread on the other, excluding points | Ensuring proper thread engagement with nuts; standard stud length measurement for piping (FTF = OAL minus 1/4 inch) |
When specifying stud bolts for flange connections, both OAL and FTF matter. The OAL confirms the bolt is long enough to span all components, while the FTF measurement verifies proper thread engagement for a secure assembly.
In piping system assembly, accurate stud bolt length measurement is critical to structural integrity and leak-tightness, especially in pressurized systems. Always refer to engineering standards or specifications to determine the appropriate lengths for specific flange sizes and pressure ratings.
Flanges of different diameters and ratings require studs of different lengths and diameters.
Stud bolt “thread pitch” and “thread series”
Studs are threaded according to the specifications set forth by the ASME B1.1 specification.
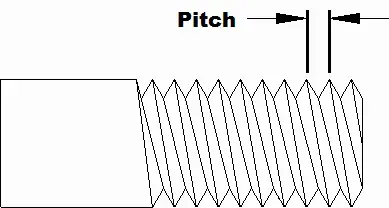
Thread Pitch:
Thread pitch is the distance between consecutive thread peaks, measured in millimeters or threads per inch (TPI) in the imperial system. A pitch of 1.5 mm means each thread is 1.5 mm apart from the next. In imperial terms, 13 TPI means each thread peak is 1/13th of an inch apart.
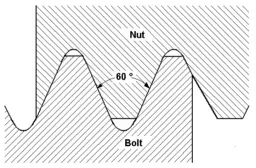
The most widely used thread pitch is the symmetrical V-profile type (60-degree angle), because it is easier for the manufacturer to inspect than non-symmetrical profiles.
Thread Series:
Thread series relate to the diameter and pitch combinations, measured by the number of threads per inch (“TPI”) applied to a single diameter:
| Thread Series | Designation | Description |
|---|---|---|
| Coarse | UNC/UNRC | Most common for screws, bolts, and nuts. Used for low-strength materials (iron, mild steel, copper, aluminum). Tolerant of adverse conditions; quick assembly |
| Fine | UNF/UNRF | Precision duties; higher tensile strength than coarse thread series |
| 8-Thread | 8UN | Elective threading for ASTM A193 B7, A193 B8/B8M, and A320. Used for diameters 1” and above (8 TPI for all sizes) |
Stud bolts covered by the ASTM A193 or A320 Specifications use 8UN for all diameters 1” and above, which means that there are 8 threads per inch for these sizes. For any other material grade, the buyer shall specify the thread pitch unless it is given by the applicable ASTM norm.
 .
. 
Selection of thread pitch/series:
When selecting a stud bolt, choose the thread pitch and series that best match the mechanical and environmental requirements of the application, as well as the nuts that will be used with the bolt. Specifications will often refer to both the diameter and the TPI for imperial measurements (like 1/2”-13 for a 1/2 inch diameter bolt with 13 TPI UNC threads), or the diameter and pitch in millimeters for metric measurements (like M12 x 1.75 for a 12 mm diameter bolt with a 1.75 mm pitch).
The key factors in thread pitch and series selection are:
| Factor | UNC (Coarse) | UNF (Fine) |
|---|---|---|
| Tensile strength | Lower (smaller stress area) | Higher (larger stress area) |
| Vibration resistance | Lower; may loosen under vibration | Higher; finer pitch resists loosening |
| Ease of assembly | Easier; less likely to cross-thread, more durable in dirty or rough conditions | Harder; requires cleaner threads and more care |
| Thin-wall threading | May strip thin materials | Better thread engagement in thinner sections |
| Typical use | General industrial bolting, flanges, structural connections | Aerospace, military, precision machinery |
Hex Nuts for Stud Bolts
To fasten a stud bolt, two heavy hex steel nuts are threaded onto opposite ends of the rod. The stud and the steel nuts join through friction between their respective threads, by a slight stretching of the bolt, and the compression of the two joined parts.
Function of hex nuts in a flanged joint:
When tightened, the nuts apply compressive force to the flanges, clamping them together and compressing the gasket to prevent leaks. They simultaneously create tension in the stud bolt, which reinforces the structural integrity of the sealed joint.
Features of hex nuts:
| Feature | Description |
|---|---|
| Shape | Hexagonal (six-sided), providing multiple wrench engagement angles for tightening or loosening |
| Material | Typically the same alloy as the stud bolt (carbon steel, stainless steel, or alloy steel) for uniform thermal expansion and to prevent galvanic corrosion |
| Threading | Internal threads must match the thread type and size of the stud bolt for a proper fit |
Nut types used in bolted flange joints:
| Type | Application |
|---|---|
| Heavy hex nuts | Thicker and wider than standard hex nuts, with a larger contact surface. This is the standard type used with studs in flange connections |
| Lock nuts | Used in high-vibration environments to prevent loosening |
| Jam nuts | Used in tandem with standard nuts to lock the bolt’s position |
In the past, steel nuts for stud bolts had a squared head. Today, the hexagonal head shape (six sides instead of four) has fully replaced the older design because it allows quicker and more effective tightening.
Standards:
Nuts conform to standards that govern their size, thread pitch, and material properties:
| Standard | Scope |
|---|---|
| ISO | International dimensions and tolerances |
| ASME | American standards, common in industrial applications |
| DIN | German standards, widely used in Europe |
The material of the hex steel nuts shall match the material of the threaded rod (generally, stud materials ASTM A193 match with nuts materials ASTM A194).
Nuts for petrochemical applications are tightened to a specific torque using special torque wrenches. The mechanical strength of the steel nut material shall be compatible with the strength of the mated bolt.
The dimensions and weights of heavy steel nuts for stud bolts are covered by the ASME B18.2.2 specification.
Difference Between “Stud” vs. “Bolt”
A common question is: what is the difference between the concepts “stud” vs. “bolt”?
Stud

A stud is a fully threaded metal rod that requires two heavy hexagonal nuts to be tightened. Unlike a bolt, it has no head. One end installs into a tapped hole while the opposite end receives a nut, a configuration common where one of the joined components is permanently fitted with a tapped hole.
Studs are the standard choice for mounting engines, large equipment, and piping systems where space constraints make headed bolts impractical. They also provide more uniform tensioning across the joint because they are less prone to over-torquing than headed bolts. For these reasons, studs are preferred in applications that do not require frequent disassembly.
A bolt:

A bolt is a threaded fastener with a head. It passes through holes in all the assembled parts and is tightened by torquing the head, typically with a nut (and often a washer) on the other end. Bolts are versatile and well-suited for connections that require regular assembly and disassembly. However, they are more susceptible to loosening under vibration unless lock washers or other retention methods are used.
Stud Bolt Materials (Threaded Rod)
The most common materials for the threaded rod of stud bolts are ASTM A193 (grade B7, B8, B8M, B8T), ASTM A453 (grade 660), ASTM A320 (grade L7, L7M), and ASTM A182 (duplex and super duplex bolting). For aggressive fluids and environments, stud bolts can be coated with Xylan, Xylar, and other materials.
Below are the most common grades for the rod of a stud bolt assembly (the materials for the hex nuts are examined in a separate article).
ASTM A193 (High-Temp. Service)
The ASTM A193 specification covers low-alloy steel and stainless steel stud bolt materials for high-temperature or high-pressure service.
ASTM A193 stud bolts are available in national coarse (UNC) thread pitches, generally used in traditional applications, which means that there are 8 threads per inch (“thread per inch”) for rod diameters above 1 inch.
The main grades covered by the ASTM A193 specification are:
- ASTM A193 B7: a chromium-molybdenum alloy steel, the most common choice for high-strength applications such as pressure vessels and flanges in the oil and gas industry.
- ASTM A193 B8/B8M: stainless steel grades. B8 is 304 stainless steel and B8M is 316 stainless steel. Both provide corrosion resistance for environments with chemical or moisture exposure.
- ASTM A193 Grade B6: 410 stainless steel, heat-treated, used where both high strength and moderate corrosion resistance are needed.
- ASTM A193 Grade B7M: similar to B7 but with controlled hardness, specified where resistance to stress corrosion cracking (SCC) is required.
- ASTM A193 Grade B8C/B8T/B8R: stainless steel grades with different compositions: 347 (B8C), 321 (B8T), and Alloy 20 (B8R), all specified for corrosive service.
 threaded stud boltThe most common stud bolts materials covered by ASTM A193 are:
threaded stud boltThe most common stud bolts materials covered by ASTM A193 are:
- ASTM A193 B5
- ASTM A193 B6
- ASTM A193 B7: Alloy steel, AISI 4140/4142 quenched and tempered
- ASTM A193 B7M
- ASTM A193 B16
- ASTM A193 B8: Class 1 Stainless steel, AISI 304, carbide solution treated.
- ASTM A193 B8A
- ASTM A193 B8M: Class 1 Stainless steel, AISI 316, carbide solution treated.
- ASTM A193 B8MA
- ASTM A193 B8T (SS 321)
- ASTM A193 B8cl2: Class 2 Stainless steel, AISI 304, carbide solution treated, strain hardened
- ASTM A193 B8Tcl2
- ASTM A193 B8Mcl2: Class 2 Stainless steel, AISI 316, carbide solution treated, strain hardened
ASTM A193: Chemical Composition
| Physical Element | ASTM A193 grade B7 (AISI 4140) | ASTM A193 grade B8 (AISI 304) | ASTM A193 grade B8M (AISI 316) |
|---|---|---|---|
| Carbon | 0.38 - 0.48% | 0.08% max | 0.08% max |
| Manganese | 0.75 - 1.00% | 2.00% max | 2.00% max |
| Phosphorus, max | 0.035% | 0.045% | 0.045% |
| Sulfur, max | 0.040% | 0.030% | 0.030% |
| Silicon | 0.15 - 0.35% | 1.00% max | 1.00% max |
| Chromium | 0.80 - 1.10% | 18.0 - 20.0% | 16.0 - 18.0% |
| Nickel | absent | 8.0 - 11.0% | 10.0 - 14.0% |
| Molybdenum | 0.15 - 0.25% | absent | 2.00 - 3.00% |
ASTM A193: Mechanical Properties
| Grade | Size | Tensile (ksi min) | Yield (ksi min) | Elong. (% min) | RA (% min) | Max HBW | Max HRC |
|---|---|---|---|---|---|---|---|
| A193 B7 | Up to 2-1/2 | 125 | 105 | 16 | 50 | 321 | 35 |
| A193 B7 | 2-5/8 to 4 | 115 | 95 | 16 | 50 | 321 | 35 |
| A193 B7 | 4-1/8 to 7 | 100 | 75 | 18 | 50 | 321 | 35 |
| A193 B8 Class 1 | All | 75 | 30 | 30 | 50 | 223 | 35 |
| A193 B8M Class 1 | All | 75 | 30 | 30 | 50 | 223 | 96 |
| A193 B8 Class 2 | Up to 3/4 | 125 | 100 | 12 | 35 | 321 | 35 |
| A193 B8 Class 2 | 7/8 to 1 | 115 | 80 | 15 | 35 | 321 | 35 |
| A193 B8 Class 2 | 1-1/8 to 1-1/4 | 105 | 65 | 20 | 35 | 321 | 35 |
| A193 B8 Class 2 | 1-3/8 to 1-1/2 | 100 | 50 | 28 | 45 | 321 | 35 |
| A193 B8M Class 2 | Up to 3/4 | 110 | 95 | 15 | 45 | 321 | 35 |
| A193 B8M Class 2 | 7/8 to 1 | 100 | 80 | 20 | 45 | 321 | 35 |
| A193 B8M Class 2 | 1-1/8 to 1-1/4 | 95 | 65 | 25 | 45 | 321 | 35 |
| A193 B8M Class 2 | 1-3/8 to 1-1/2 | 90 | 50 | 30 | 45 | 321 | 35 |
The threaded stud and hex nut materials should be compatible. The following table shows bolting material selection based on process working temperature:
| Material | Min Temp °C (°F) | Max Temp °C (°F) |
|---|---|---|
| Carbon Steel | -29 (-20) | 300 (572) |
| A193 B7, L7 | -73 (-100) | 400 (752) |
| A193 B6 | 0 (32) | 500 (932) |
| A193 B8 | -200 (-325) | 575 (1067) |
| A193 B16 | 0 (32) | 520 (968) |
| A193 B17B | -29 (-20) | 650 (1202) |
| A913 Inconel 718 | 0 (32) | 750 (1382) |
| A453 Gr. 660 | -29 (-20) | 538 (1000) |
Stud bolts can be produced also with “dual certification,” i.e. they conform to multiple sets of ASTM standards (A193 B7 stud bolts can meet the requirements of A320 L7; B8 and B8m stud bolts also typically conform to both A193 and A320).
ASTM A453 (High-Temp.)
The ASTM A453 specification covers standards for Grade 660 (Class A, B, C, and D), Grade 651 (Class A and B), Grade 662 (Class A and B), and Grade 665 (Class A and B) of bolting materials, with ten classes of yield strength ranging from 50 to 120 KSI [345 to 827 MPa], for use in high-temperature service such as fasteners, pressure vessels and flanges.
Bolting materials in ASTM A453 are covered rolled, forged, or hot-extruded bars, and also bolts, nuts, screws, washers, studs, and stud bolts. Materials shall adhere to specified contents of carbon, manganese, phosphorus, sulfur, silicon, nickel, chromium, molybdenum, tungsten, titanium, columbium, aluminum, vanadium, boron, and copper.
According to ASTM A453, materials shall be subjected to tension, stress-rupture, and hardness tests. Materials shall conform to yield strength, tensile strength, elongation, reduction of area, Brinell hardness, and Rockwell hardness requirements.
Hardening and solution treatment requirements for each material class are also given. The most common grades under ASTM A453 are:
- ASTM A453 660A
- ASTM A453 660B
- ASTM A453 660C
- ASTM A453 660D
ASTM A453 Chemical Composition
| Element (%) | Grade 660 | Grade 651 | Grade 662 | Grade 665 | Grade 668 |
|---|---|---|---|---|---|
| Carbon | 0.08 max | 0.28-0.35 | 0.08 max | 0.08 max | 0.08 max |
| Manganese | 2.00 max | 0.75-1.5 | 0.40-1.00 | 1.25-2.00 | 2.00 max |
| Phosphorus | 0.040 max | 0.040 max | 0.040 max | 0.040 max | 0.040 max |
| Sulfur | 0.030 max | 0.030 max | 0.030 max | 0.030 max | 0.030 max |
| Silicon | 1.00 max | 0.30-0.80 | 0.40-1.00 | 0.1-0.80 | 1.00 max |
| Nickel | 24.0-27.0 | 8.0-11.0 | 24.0-28.0 | 24.0-28.0 | 17.5-21.5 |
| Chromium | 13.5-16.0 | 18.0-21.0 | 12.0-15.0 | 12.0-15.0 | 13.5-16.0 |
| Molybdenum | 1.00-1.50 | 1.00-1.75 | 2.0-3.50 | 1.25-2.25 | 1.50 max |
| Tungsten | - | 1.00-1.75 | - | - | - |
| Titanium | 1.9-2.35 | 0.1-0.35 | 1.80-2.10 | 2.70-3.30 | 2.20-2.80 |
| Columbium | - | 0.25-0.6 | - | - | - |
| Aluminum | 0.35 max | - | 0.35 max | 0.25 max | 0.50 max |
| Vanadium | 0.10-0.50 | - | - | - | 0.50 max |
| Boron | 0.001-0.010 | - | 0.001-0.010 | 0.01-0.07 | 0.001-0.010 |
| Copper | - | 0.50 max | 0.50 max | 0.25 max | - |
ASTM A453: Mechanical Properties
| Grade | Class | Tensile (MPa) | Yield (MPa) | Elong. (% min) | RA (% min) |
|---|---|---|---|---|---|
| Grade 660 | A, B, & C | 895 min | 585 min | 15 | 18 |
| Grade 660 | D | 895 min | 725 min | 15 | 18 |
| Grade 651 | A | 690 min | 485 min | 18 | 35 |
| Grade 651 | B | 655 min | 415 min | 18 | 35 |
| Grade 662 | A | 895 min | 585 min | 15 | 18 |
| Grade 662 | B | 860 min | 550 min | 15 | 18 |
| Grade 665 | A | 1170 min | 830 min | 12 | 15 |
| Grade 665 | B | 1070 min | 830 min | 12 | 15 |
| Grade 668 | A & B | 895 min | 585 min | 15 | 18 |
ASTM A453: Heat Treatment Requirements
| Grade | Class | Solution Treatment | Hardening Treatment |
|---|---|---|---|
| 660 | A | 1650 +/- 25 °F [900 +/-14 °C], hold 2h min, liquid quench | 1325 +/- 25 °F [720 +/- 14 °C] 16h, air cool |
| 660 | B | 1800 +/- 25 °F [980 +/-14 °C], hold 1h min, liquid quench | 1325 +/- 25 °F [720 +/- 14 °C] 16h, air cool |
| 660 | C | 1800 +/- 25 °F [980 +/-14 °C], hold 1h min, oil quench | 1425 +/- 25 °F [775 +/- 14 °C] 16h, air cool then 1200 +/- 25 °F [650 +/- 14 °C] 16h, air cool |
| 660 | D | 1650 +/- 25 °F [900 +/-14 °C], hold 2h min, liquid quench or 1800 +/- 25 °F [980 +/-14 °C], hold 1h min, liquid quench | 1325 +/- 25 °F [720 +/- 14 °C] 16h, air cool then 1200 +/- 25 °F [650 +/- 14 °C] 16h, air cool |
| 651 | A | - | Hot-cold worked at 1200 °F [650 °C] min, 15% min reduction, stress-relief anneal at 1200 °F [650 °C] min, 4h min |
| 651 | B | - | Hot-cold worked at 1200 °F [650 °C] min, 15% min reduction, stress-relief anneal at 1350 °F [730 °C] min, 4h min |
| 662 | A | 1800 +/- 25 °F [980 +/-14 °C], hold 1h min, liquid quench | 1350-1400 °F [730-760 °C] 20h, furnace cool to 1200 +/- 25 °F [650 +/- 14 °C] 20h, air cool |
| 662 | B | 1950 +/- 25 °F [1065 +/-14 °C], hold 2h min, liquid quench | 1350-1400 °F [730-760 °C] 20h, furnace cool to 1200 +/- 25 °F [650 +/- 14 °C] 20h, air cool |
| 665 | A | 1800 +/- 25 °F [980 +/-14 °C], hold 3h min, liquid quench | 1350-1400 °F [730-760 °C] 20h, furnace cool to 1200 +/- 25 °F [650 +/- 14 °C] 20h, air cool |
| 665 | B | 2000 +/- 25 °F [1095 +/-14 °C], hold 3h min, liquid quench | 1350-1400 °F [730-760 °C] 20h, furnace cool to 1200 +/- 25 °F [650 +/- 14 °C] 20h, air cool |
| 668 | A | 1650 +/- 25 °F [900 +/-14 °C], hold 2h min, liquid quench | 1325 +/- 25 °F [720 +/- 14 °C] 16h, air cool |
| 668 | B | 1800 +/- 25 °F [980 +/-14 °C], hold 1h min, liquid quench | 1325 +/- 25 °F [720 +/- 14 °C] 16h, air cool |
A453: Time to Rupture and Elongation
| Grade | Class | Test Temp °F [°C] | Stress (ksi) | Stress (MPa) | Time to Rupture (h min) | Elong. (% min) |
|---|---|---|---|---|---|---|
| 660 | A, B & C | 1200 [650] | 56 | 385 | 100 | 5 |
| 651 | A & B | 1200 [650] | 40 | 275 | 100 | 5 |
| 662 | A & B | 1200 [650] | 55 | 380 | 100 | 5 |
| 665 | A | 1200 [650] | 75 | 515 | 100 | 3 |
| 665 | B | 1200 [650] | 70 | 485 | 100 | 5 |
ASTM A320 (Low-Temp.)
The ASTM A320 specification covers alloy steel and stainless steel stud bolt materials for low-temperature service.
Each alloy under ASTM A320 shall conform to prescribed chemical requirements. The material, as represented by the tension specimens, shall conform to specific requirements in terms of tensile strength, yield strength, elongation, and hardness. The stud bolt material shall meet the prescribed impact energy absorption requirements and the target test temperature.
According to the ASTM A320 specification, manufacturers shall execute at least the following mechanical tests on the material: impact test, tension test, and hardness test.
The most common stud bolt materials under ASTM A320 are listed below (low-temperature service):
- ASTM A320 L7: Alloy steel, AISI 4140/4142 Quenched and tempered
- ASTM A320 L7M
- ASTM A320 L43: Alloy steel, AISI 4340 Quenched and tempered
- ASTM A320 B8 Class 1: Stainless steel, AISI 304, carbide solution treated
- ASTM A320 B8A
- ASTM A320 B8T
- ASTM A320 B8TA
- ASTM A320 B8C
- ASTM A320 B8M: Class 1 Stainless steel, AISI 316, carbide solution treated
- ASTM A320 B8MA
- ASTM A320 B8cl2: Stainless steel, AISI 304, carbide solution treated, strain hardened
- ASTM A320 B8Mcl2: Stainless steel, AISI 316, carbide solution treated, strain hardened
ASTM A320: Mechanical Properties
| Grade | Diameter | Tensile (ksi min) | Yield (ksi min) | Charpy Impact @ Temp | Elong. (% min) | RA (% min) |
|---|---|---|---|---|---|---|
| A320 L7 | Up to 2-1/2 | 125 | 105 | 20 ft-lbf @ -150°F | 16 | 50 |
| A320 L43 | Up to 4 | 125 | 105 | 20 ft-lbf @ -150°F | 16 | 50 |
| A320 B8 Class 1 | All | 75 | 30 | N/A | 30 | 50 |
| A320 B8M Class 1 | All | 75 | 30 | N/A | 30 | 50 |
| A320 B8 Class 2 | Up to 3/4 | 125 | 100 | N/A | 12 | 35 |
| A320 B8 Class 2 | 7/8 to 1 | 115 | 80 | N/A | 15 | 35 |
| A320 B8 Class 2 | 1-1/8 to 1-1/4 | 105 | 65 | N/A | 20 | 35 |
| A320 B8 Class 2 | 1-3/8 to 1-1/2 | 100 | 50 | N/A | 28 | 45 |
| A320 B8M Class 2 | Up to 3/4 | 110 | 95 | N/A | 15 | 45 |
| A320 B8M Class 2 | 7/8 to 1 | 100 | 80 | N/A | 20 | 45 |
| A320 B8M Class 2 | 1-1/8 to 1-1/4 | 95 | 65 | N/A | 25 | 45 |
| A320 B8M Class 2 | 1-3/8 to 1-1/2 | 90 | 50 | N/A | 30 | 45 |
ASTM A182 (Duplex and Super Duplex)
Duplex Steel Grade
Chemical Composition:
| Grade | C | Mn | Si | P | S | Cr | Mo | Ni | N |
|---|---|---|---|---|---|---|---|---|---|
| Duplex 2205 (S31803) | 0.03 max | 2.0 max | 1.0 max | 0.03 max | 0.02 max | 21.0-23.0 | 2.5-3.5 | 4.5-6.5 | 0.08-0.20 |
| Duplex 2205 (S32205) | 0.03 max | 2.0 max | 1.0 max | 0.03 max | 0.02 max | 22.0-23.0 | 3.0-3.5 | 4.5-6.5 | 0.14-0.20 |
Mechanical Properties:
| Grade | Tensile Strength (ksi min) | Yield Strength 0.2% (ksi min) | Elongation (%) | Hardness (HB max) |
|---|---|---|---|---|
| 2205 | 90 | 65 | 25 | 217 |
Physical Properties:
| Temperature | Density (lbm/in³) | Thermal Conductivity (BTU/hr·ft·°F) | Heat Capacity (BTU/lbm·°F) | Electrical Resistivity (in x 10⁻⁶) |
|---|---|---|---|---|
| 68°F | 0.278 | 8.7 | 0.112 | 27.6 |
| 212°F | - | 9.2 | 0.119 | 26.1 |
| 392°F | - | 9.8 | 0.127 | 25.4 |
| 572°F | - | 10.4 | 0.134 | 24.9 |
Super Duplex Grade
Chemical Composition:
| Element | C | Cr | Ni | Mo | N | S |
|---|---|---|---|---|---|---|
| % | 0.02 | 25 | 7 | 4 | 0.27 | 0.001 |
Mechanical Properties:
| Property | Value |
|---|---|
| Ultimate Tensile Strength (ksi) | 116 min |
| 0.2% Offset Yield Strength (ksi) | 80 min |
| 0.1% Offset Yield Strength (ksi) | 91 min |
| Elongation in 2 inches (%) | 15 min |
| Hardness (Rockwell C) | 32 max |
| Impact Energy (ft-lbs) | 74 min |
Physical Properties:
| Property | Unit | Value |
|---|---|---|
| Density | lb/in³ | 0.28 |
| Modulus of Elasticity | psi x 10⁶ | 29 |
| Coefficient of Thermal Expansion (68-212°F) | x10⁻⁶/°F | 7.2 |
| Thermal Conductivity | BTU/h·ft·°F | 8.7 |
| Heat Capacity | BTU/lb·°F | 0.12 |
| Electrical Resistivity | Ω-in x 10⁻⁶ | 31.5 |
Coatings for Stud Bolts
Coating materials for stud bolts enhance corrosion resistance, reduce galling risk, and in some cases provide electrical insulation or color-coding for traceability.
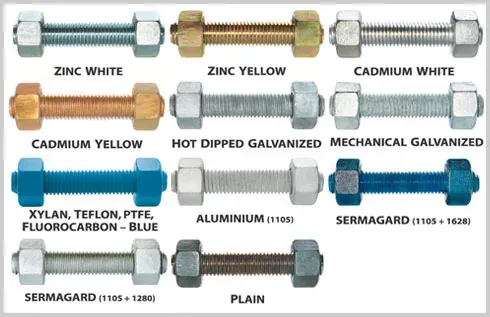
The following coatings are commonly used on stud bolts:
1. Zinc Coatings
Zinc coatings come in three main forms. Electroplated zinc offers baseline corrosion resistance but can cause hydrogen embrittlement in high-strength steels. Hot-dip galvanizing (where bolts are dipped into molten zinc) produces a thicker, more durable protective layer. Zinc flake coatings (Dacromet, Geomet) provide corrosion protection in a thin layer without the hydrogen embrittlement risk.
2. Cadmium Coatings
Cadmium provides excellent corrosion resistance and natural lubricity. However, its toxicity has led to widespread restrictions, and it is increasingly replaced by zinc-nickel and other alternatives.
3. PTFE (Polytetrafluoroethylene) Coatings (Teflon)
PTFE provides excellent chemical resistance and low friction, reducing the torque required during tightening and preventing galling between mating threads.
4. Phosphate Coatings
Phosphate coatings serve as a primer for painting or as temporary corrosion protection. They also reduce friction during tightening.
5. Chromium Coatings
Electroplated chromium offers hardness and corrosion resistance but is relatively rare on stud bolts due to cost. Chromium overlays are sometimes specified for severely corrosive environments, though they remain less common than zinc-based coatings.
6. Nickel Coatings
Electroplated nickel provides good corrosion resistance and performs well in high-temperature service. Nickel-alloy coatings (nickel-cobalt, nickel-iron) offer enhanced properties for specific environments.
7. Aluminum Coatings
Applied through aluminizing processes, these coatings provide high-temperature oxidation resistance.
8. Ceramic Coatings
Ceramic coatings offer high-temperature resistance and are sometimes used in exhaust systems and similar thermal applications.
9. Silver Coatings
Silver is used in high-temperature and anti-galling applications. It has excellent conductivity and lubricity.
10. Molybdenum Disulfide Coatings
Molybdenum disulfide acts as a lubricant coating that withstands high pressures and helps prevent galling during tightening.
11. Epoxy Coatings
Epoxy provides durable, corrosion-resistant protection and can also serve as color coding for material identification.
12. Xylan 1070/1024 & Xylar 1
Xylan and Xylar coatings for stud bolts have multiple advantages:
-
Lower frictions vs. uncoated bolts (CoF is as low as 0.02)
-
Increased wear resistance for the bolt even under extreme pressures.
-
Strong corrosion and chemical resistance in most demanding environments
-
Increased resistance to adverse weather conditions (such as extreme sunlight, salt-water exposure to chemicals)
-
Wider operating range in terms of temperature (from -420° to +550°F, i.e. -250° to 285°C).
-
Color coding for easier traceability
-
Pliability: Xylan coatings bend easily and repeatedly and do not break
-
Machinability: multiple Xylan coatings can be applied to the stud bolts
-
Strong adhesion to bolting materials
Stud Bolts Coating Selection Considerations:
When choosing a coating, evaluate the following factors:
| Factor | Consideration |
|---|---|
| Corrosion environment | Presence of moisture, salts, chemicals, and the required service life of the bolt in that environment |
| Temperature | High-temperature applications narrow the range of viable coatings |
| Friction and galling | Some coatings reduce friction and prevent galling, particularly important for stainless steel fasteners |
| Electrical properties | Some applications require non-conductive or conductive coatings |
| Regulatory compliance | Environmental regulations may restrict certain materials such as cadmium or lead |
Stud Bolts and Nuts Material Selection
The material to use for stud bolts depends on multiple factors, the main ones are the material of the flanges and the pipeline design temperature:
| DESIGNTEMPERATURE | FLANGE MATERIAL | STUD BOLT | HEAVY HEX STEEL NUTS |
|---|---|---|---|
| -195° to 102°C | ASTM A 182 Gr. F304, F304L, F316, F316L, F321, F347 | A320 Gr. B8 Class 2 | A194 Gr. 8A |
| -101° to -47°C | ASTM A 350 Gr. LF3 | A 320 Gr. L7 | A 194 Gr. 7 |
| -46° to -30°C | ASTM A 350 Gr. LF2 | A 320 Gr. L7 | A 194 Gr. 7 |
| -29° to 427°C | ASTM A 105 | A 193 Gr. B7 | A 194 Gr. 2H |
| 428° to 537°C | ASTM A 182 Gr. F11, F22 | A 193 Gr. B16 | A 194 Gr. 2H |
| 538° to 648°C | ASTM A182 Gr. F11, F22 | A 193 Gr. B8 Class 1 | A 194 Gr. 8A |
| 649° to 815°C | ASTM A182 Gr. F304 H, F316 H | A 193 Gr. B8M Class 1 | A 194 Gr. 8A |

Leave a Comment
Have a question or feedback? Send us a message.
Previous Comments
I want to stud cable line stud MOQ 700000. materials grade SAE 1010
I want the standard for M8X1.25 stud & nut.
Do you supply left-handed thread?
best information in this blog very helpful for me
I want to know minimum/ maximum torque for 3/4″ Stud bolt SISI 316 (ATM A193 B8M ?